二、喷涂施工过程
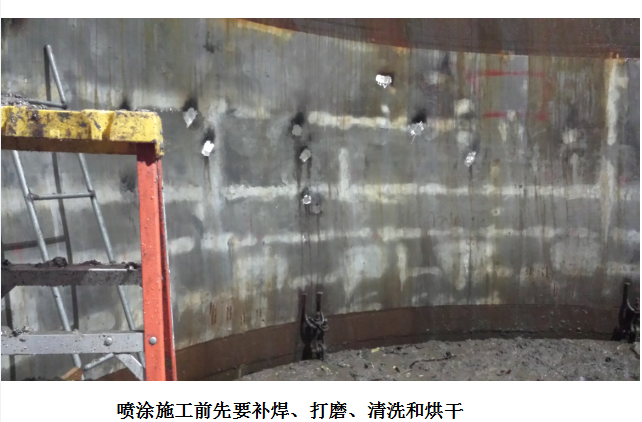
1、喷砂打磨
喷砂用压缩空气必须清洁、干燥、无油、无水;
接口终端压力≥0.6MPa,接口终端流量≥6m3/min,接口尺寸大于等于20mm;
喷砂枪移动速度应始终保持在≥0.1m/s,喷砂角度应在80~90°之间,枪口距基材距离300mm;
喷砂空间内不允许多余人员存在,当同一空间多人同时喷砂,应拉开适当距离,一般应不小于5米;
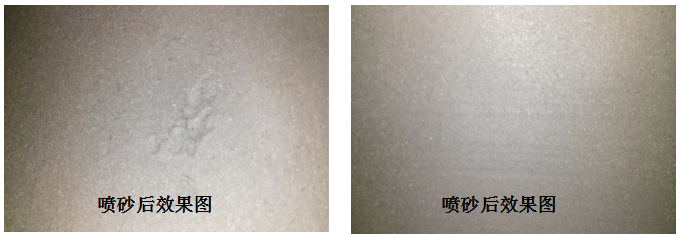
喷砂采用16#优质的棕刚玉砂(或优质石英砂),喷砂后的清洁等级达到Sa3.0级别,粗糙度达到Ra12.5μm。执行标准:GB/T 11373-1989。
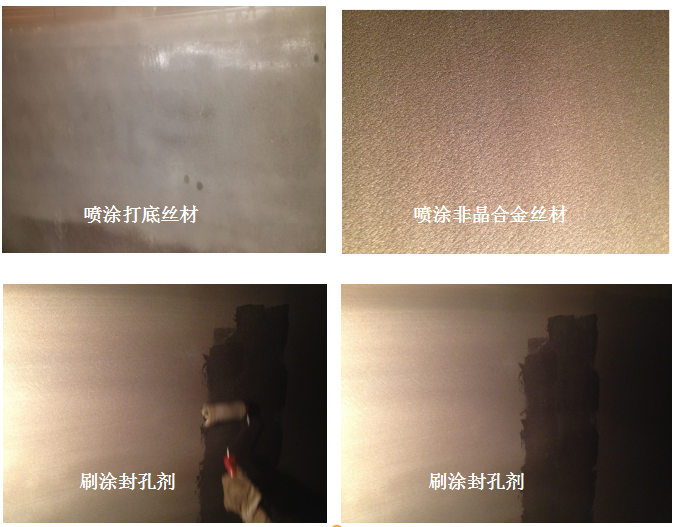
2、喷涂封孔
喷涂应在喷砂后2小时内进行。采用LMC公司的超音速电弧喷涂ARMACOR丝材,喷涂总厚度0.35mm,其中底层厚度约0.05mm,厚度误差应控制在±20%,采用美国LMC公司指定elcometer测厚仪进行厚度检测。
喷涂角度应保持80~90°,且与喷砂方向一致,喷涂枪移动线速度应始终保持在≥0.3m/s的状态。喷涂总厚度应分多遍完成,每遍增厚不允许超过0.15mm。
红外测温仪监控基体温度不超过100℃,探头距离基体应保持在0.1m之内。超音速电弧喷涂涂层孔隙率应不大于1﹪;涂层与基体边界位置采用平滑过渡方法;涂层具有与基材同样的热膨胀率,不改变母材金相组织及理化性能。
喷涂后的涂层应均匀致密,无粗大颗粒,无起皮、鼓包、裂纹、掉块、漏喷及其它影响涂层质量的缺陷;喷涂执行标准:GB 11375-1999;GB/T 19823-2005;GB/T 19352.1-4-2003。
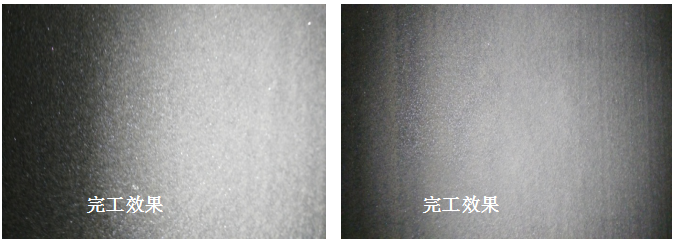
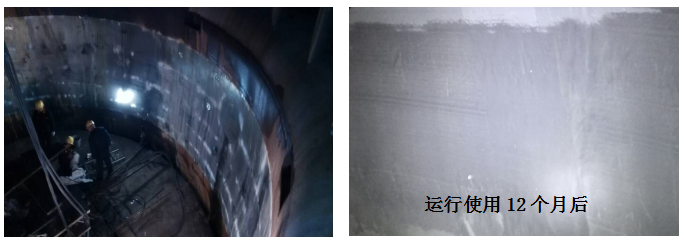
三、使用效果
非晶涂层运行12个月以后,喷涂区域没有出现涂层剥落、气蚀现象,说明非晶合金材料ARMACOR对抗气蚀非常明显,可以有效地保护转轮室基体,解决了长期困扰水电行业的气蚀问题。